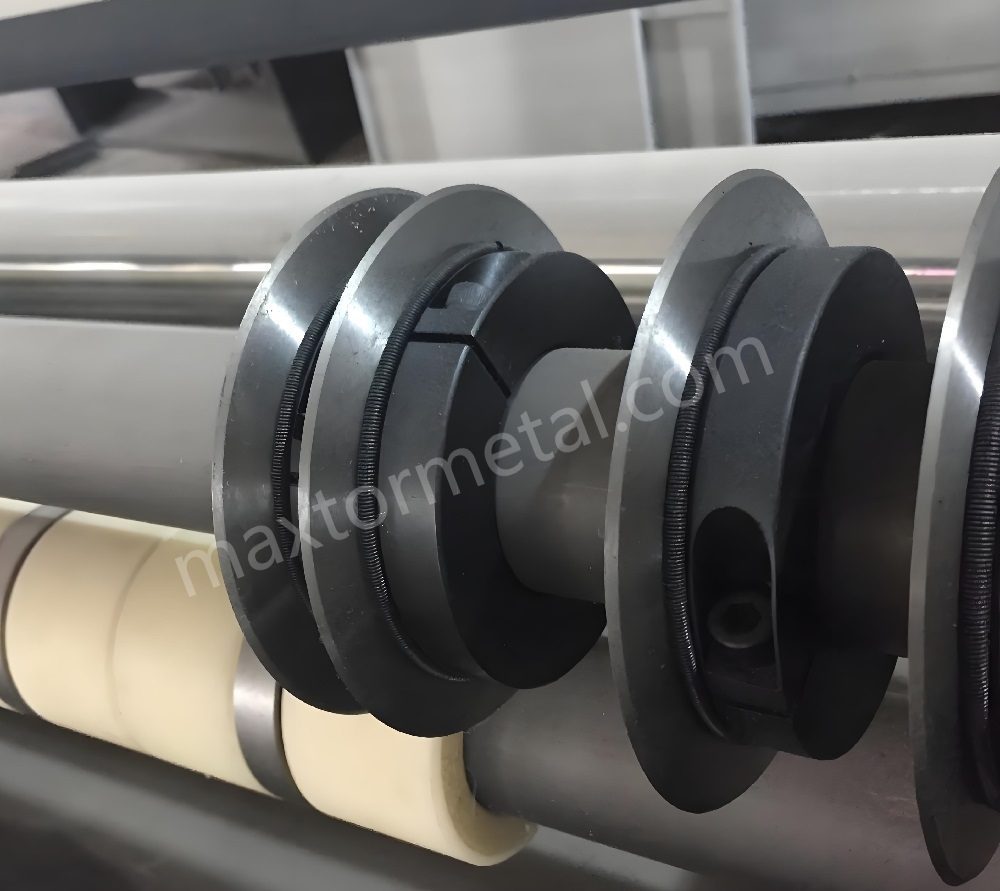
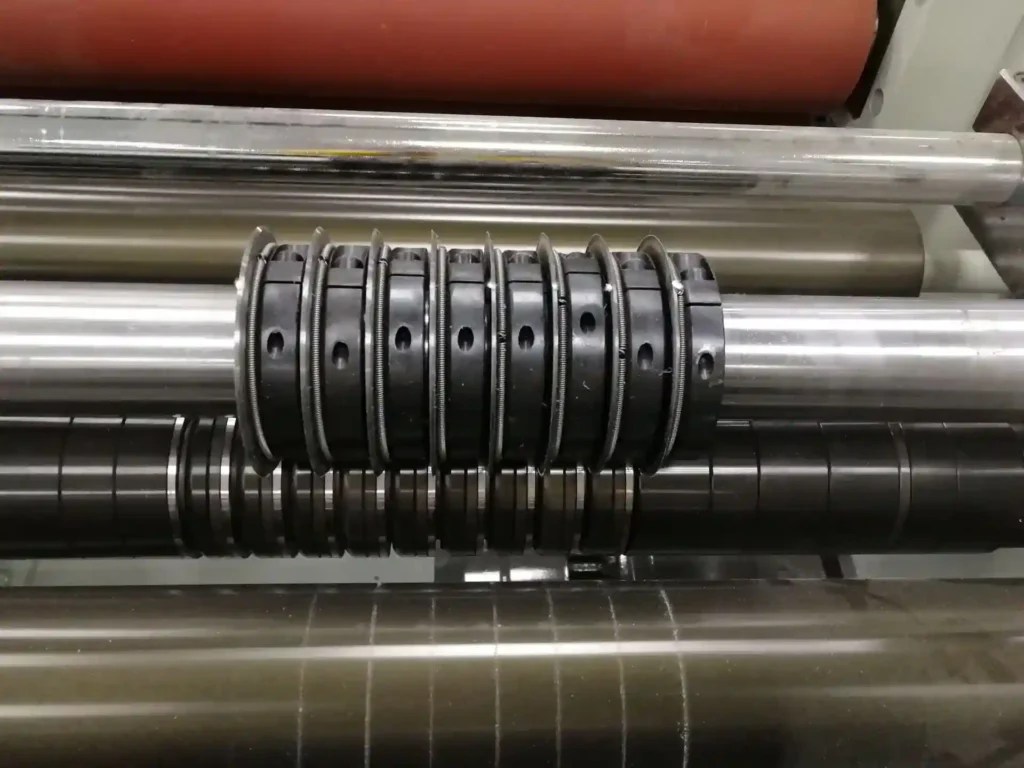
隙間ゼロ(ゼロクリアランス)シアスリッティング用スプリング式ホルダー設定:オーバーラップ、キャント角、予圧管理

If you’re running thin films or nonwovens at speed, shear slitting stops being “just knife setup” and starts behaving like a stability problem: tiny runout, inconsistent contact, or drifting knifeholder air preload pressure becomes edge defects and downtime. This guide is written in the shop-floor practical approach Maxtor Metal uses when supporting customers on film and nonwoven slitting lines: define the baselines from measured data, verify with instruments, and document the settings so the result is repeatable across operators and shifts—not locked in one person’s head. For background on circular knife formats and blade families used in slitting, see Maxtor Metal circular knives and blades (linked here only as a reference point […]
HRC 56–58における440C Urschelダイサー用交換刃の検証:熱処理条件、RA管理、および品質保証(QA)プロトコル
Urschel-style dicer heads operate under demanding cyclic loading: blade bands contact product at high frequency, with impact severity varying significantly between soft fresh produce and hard frozen product (IQF frozen vegetables and root crops can present surface hardness comparable to hardened wood). Cut-size capability and blade life are directly coupled—a band that chips on the first frozen cycle introduces dimensional scatter on every subsequent cut. That’s why material qualification for this application is not just a hardness specification: it’s a validated process window that holds up across the full product mix the line runs. If you’re qualifying replacement dicer bands for an Urschel-style head, 440C is often the “works when […]
大規模石油化学生産向けナイフブロックの技術的品質評価(エンジニアリング・クオリフィケーション)

Quick answer: A water-ring pelletizer knife block is qualified for high-volume production by verifying four things: runout/TIR at functional datums (typically ≤0.03–0.04 mm), balance grade per ISO 21940 (G6.3 baseline, tightening to G2.5 at higher speeds), vibration acceptance per ISO 20816 (often ≤2.8 mm/s RMS), and full material traceability via EN 10204 3.1/3.2 certificates linked to serial number. High-volume polymer plants don’t lose sleep over the idea of a knife block “wearing out.” They lose sleep over the unplanned stop that follows: vibration excursions, die-face damage, pellet quality drift, and a QA trail that doesn’t stand up to an audit. This is why engineering qualification of a knife block is not […]
再研削による厚み減少の補正:シム計算とオーバーラップ検証(シャーブレード用)

By Nancy Wu, Senior Manufacturing Engineer (Production Engineering), Maxtor Metal — SME–CMfgE, PMP, Six Sigma Black Belt, ASM International certifications Scope note: This guide is a technical reference to support measured setup work. Always follow your OEM service manual and your facility SOP for final settings and safety procedures. Regrinding restores edge condition, but it also removes material from the knife OD and/or faces. In a slitting head, that change is not cosmetic—it shifts the working center height and can quietly move you off your overlap target. The result is familiar: burrs grow, edge morphology changes, and setup-to-setup repeatability drops. This guide is written for production, maintenance, and process engineering teams […]
OEMスリッターナイフの図面:スピンドル嵌合監査、ISO公差、TIRゲート

A slitting line can have excellent knife steel and still struggle with burrs, width drift, and premature chipping if the bore–arbor interface is poorly specified or inconsistently verified. This checklist is meant to be used as an engineering audit: you take an OEM slitter knife blueprint, compare it against the spindle/arbor reality, and log pass/fail gates before the tooling ever touches coil. If your line uses roller shearing blades in addition to circular slitters, keep the product geometry and inspection expectations aligned across tooling families. Dimensional tolerances, axial runout limits, and bore fit requirements vary significantly by material grade and line speed—for a full engineering overview, see Maxtor Metal’s guide to rotary […]
アフターマーケット向けシュレッダーナイフ調達:仕様管理、CMMプラン、MTRバリデーション、および機能適合性検証。

Disclosure: This guide is written by Maxtor Metal to document an audit-ready acceptance workflow. The methods and decision rules described here are supplier-agnostic and can be applied to OEM parts or any qualified aftermarket supplier. Where a Maxtor Metal page is referenced, it is used only as a geometry-family terminology reference; you may substitute any approved reference page or drawing package used in your own SOP. Buying aftermarket shredder knives shouldn’t feel like gambling with uptime. If you run single-shaft or twin-shaft shredders, you already know the hidden costs: a knife that’s “close enough” on paper can still move your particle size out of spec, drive amperage up, or trigger a clearance-related crash that turns a […]
中心穴公差と振れ(ランアウト):高速スリッターの振動を低減するためのISO 286公差の最適化。
High-speed slitting is unforgiving: if a circular knife doesn’t rotate true, the cut edge quality degrades before the blade is even “dull.” In this article, Maxtor Metal ties central bore tolerance runout (how bore size + geometry show up as edge TIR at speed) to the numbers you can specify—and the checks you can repeat. Engineering Note: For knife-level specifications, including axial runout standards and material grades, see Maxtor Metal’s Precision Circular Slitter Knives. Runout amplification Geometry to dynamics At rest, runout looks like a simple geometric error: the blade’s cutting circle isn’t perfectly concentric with the arbor axis. At speed, that error turns into a force problem. A small eccentricity at the bore creates a […]
円盤スリッターナイフのシングル・ダブル・コンパウンド刃(ベベル):被削材の剛性に基づく選定&セットアップフレームワーク
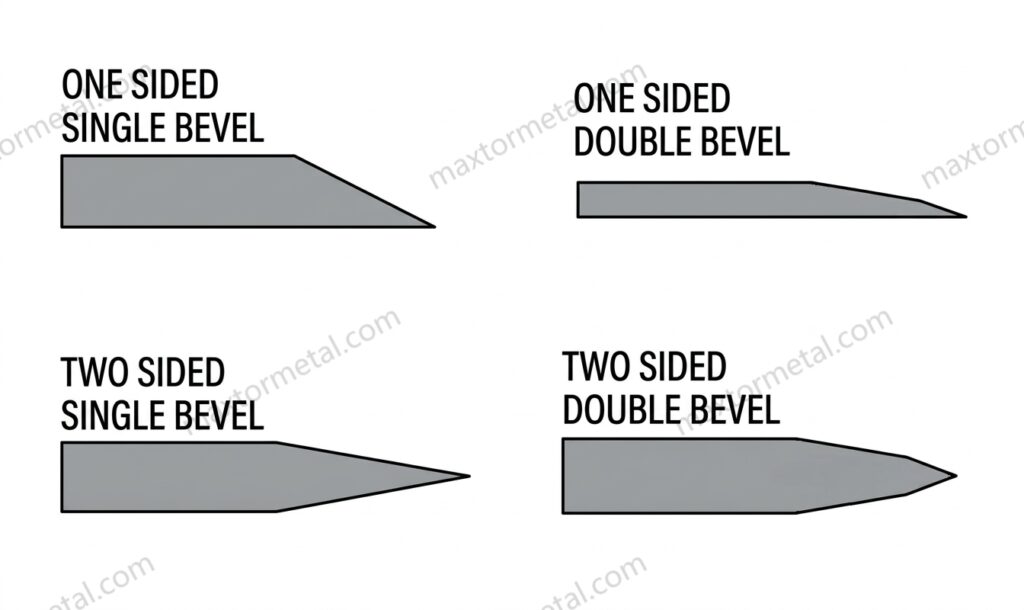
How to use this guide (scope & assumptions): The ranges and troubleshooting steps below are practical starting points for circular slitter knives in typical converting lines. Actual optimum settings depend on your machine design (holder stiffness, runout, spacer stack), web support, and substrate variability—always validate with a controlled trial and change one variable at a time. Engineering Note: For knife-level specifications, including axial runout standards and material grades, see Maxtor Metal’s Precision Circular Slitter Knives. If you’re trying to cut cleaner edges with fewer changeovers, the fastest win is usually not a new machine—it’s matching edge geometry to how your material behaves under tension. Maxtor Metal sees the same pattern across film, nonwoven, textile, and laminate […]
円盤刃のラップ量(重ね深さ)とサイドクリアランスの最適化:刃先品質と寿命向上のためのメカニズム、DOE、およびパ累トトレードオフ
Published: 2026-05-28 | Last updated: 2026-05-28 If you’re chasing cleaner edges, less dusting, and longer knife life on a slitter/rewinder, Maxtor Metal sees the same pattern again and again: the fastest wins often come from two setup variables you can actually control—overlap depth and side clearance. In shear slitting, overlap depth and side clearance jointly create (or destroy) a stable cut point. In crush/score cutting, the equivalent “depth” is penetration into the anvil and the “clearance” becomes alignment and pressure uniformity. Either way, these settings show up in the KPIs plants care about: edge quality, load/torque, heat, wear rate, changeover frequency, and ultimately OEE and total cost of ownership. This article lays out a practical […]
面振れ(轴向跳动)、動的TIRとスリットエッジ品質:高速コンバーティングラインにおけるメカニズム、測定、および対策

High-speed slitting is unforgiving: small geometry errors show up as burrs, feathering, and unstable lanes long before they show up on a maintenance checklist. At Maxtor Metal, we see runout problems most often when a line is pushed for higher OEE but the slit edge has to stay clean enough for downstream lamination, printing, or welding. Key Takeaways: Axial (face) runout changes how knives load the web every revolution. At high speed, “acceptable cold TIR” can still turn into scrap if dynamic wobble and thermal drift aren’t verified. Define axial runout Axial runout (often discussed as face runout) is the in-and-out motion of a rotating face relative to the true axis of […]