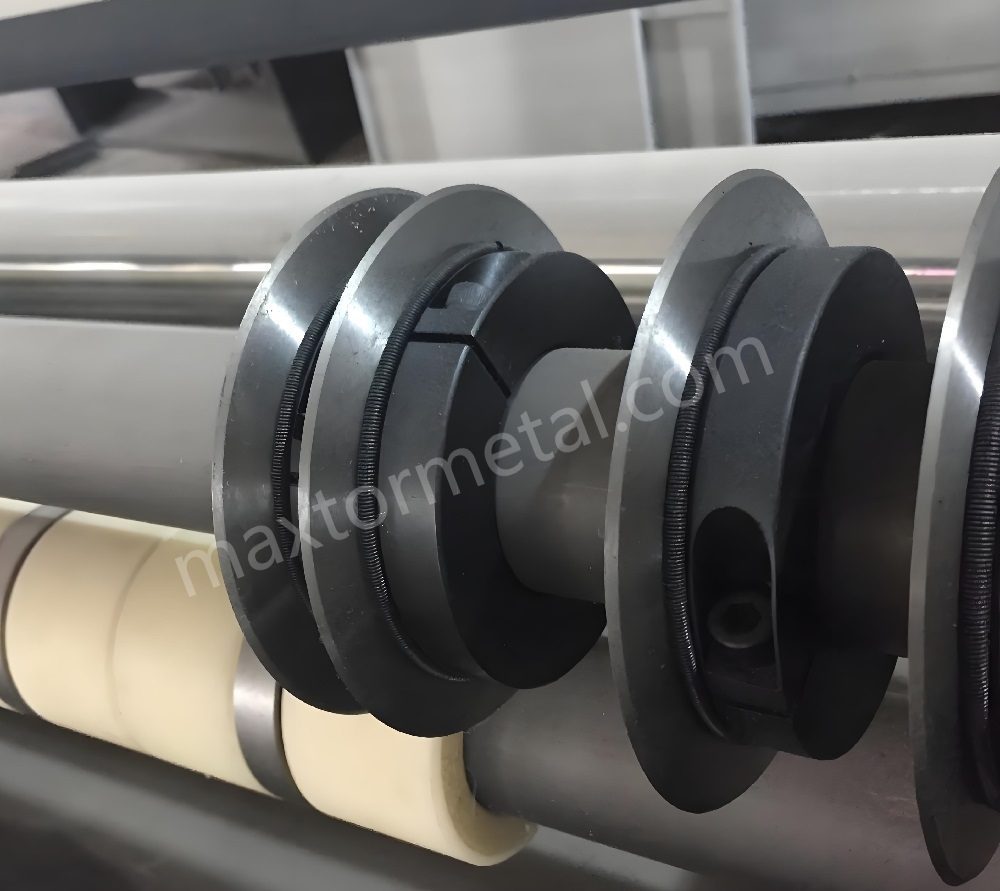
Federbelastetes System für das Scherschnitt-Längsschneiden mit Nullspiel: Kontrolle von Überlappung, Anstellwinkel und Vorspannung

If you’re running thin films or nonwovens at speed, shear slitting stops being “just knife setup” and starts behaving like a stability problem: tiny runout, inconsistent contact, or drifting knifeholder air preload pressure becomes edge defects and downtime. This guide is written in the shop-floor practical approach Maxtor Metal uses when supporting customers on film […]
Validierung von 440C Ersatzmessern für Urschel Würfelschneider bei HRC 56–58: Wärmebehandlungsfenster, RA-Kontrolle und QA-Protokoll
Urschel-style dicer heads operate under demanding cyclic loading: blade bands contact product at high frequency, with impact severity varying significantly between soft fresh produce and hard frozen product (IQF frozen vegetables and root crops can present surface hardness comparable to hardened wood). Cut-size capability and blade life are directly coupled—a band that chips on the […]
Technische Qualifizierung von Messersätzen für die petrochemische Großproduktion

Quick answer: A water-ring pelletizer knife block is qualified for high-volume production by verifying four things: runout/TIR at functional datums (typically ≤0.03–0.04 mm), balance grade per ISO 21940 (G6.3 baseline, tightening to G2.5 at higher speeds), vibration acceptance per ISO 20816 (often ≤2.8 mm/s RMS), and full material traceability via EN 10204 3.1/3.2 certificates linked to […]
Kompensation der Dickenreduzierung beim Nachschleifen: Unterlegscheiben-Berechnung & Überlappungsprüfung für Schermesser

By Nancy Wu, Senior Manufacturing Engineer (Production Engineering), Maxtor Metal — SME–CMfgE, PMP, Six Sigma Black Belt, ASM International certifications Scope note: This guide is a technical reference to support measured setup work. Always follow your OEM service manual and your facility SOP for final settings and safety procedures. Regrinding restores edge condition, but it also […]
OEM-Kreismesser-Bauplan: Spindelpassungs-Audit, ISO-Toleranzen & TIR-Grenzwerte

A slitting line can have excellent knife steel and still struggle with burrs, width drift, and premature chipping if the bore–arbor interface is poorly specified or inconsistently verified. This checklist is meant to be used as an engineering audit: you take an OEM slitter knife blueprint, compare it against the spindle/arbor reality, and log pass/fail gates before […]
Beschaffung von Ersatzmessern für Zerkleinerer: Spezifikationskontrolle, CMM-Plan, MTR-Validierung und Überprüfung der funktionalen Passung.

Disclosure: This guide is written by Maxtor Metal to document an audit-ready acceptance workflow. The methods and decision rules described here are supplier-agnostic and can be applied to OEM parts or any qualified aftermarket supplier. Where a Maxtor Metal page is referenced, it is used only as a geometry-family terminology reference; you may substitute any approved reference page or drawing package […]
Zentrierbohrungstoleranz und Rundlauffehler: Optimierung von ISO 286-Passungen zur Minderung von Vibrationen bei Hochgeschwindigkeits-Längsschneidemaschinen.
High-speed slitting is unforgiving: if a circular knife doesn’t rotate true, the cut edge quality degrades before the blade is even “dull.” In this article, Maxtor Metal ties central bore tolerance runout (how bore size + geometry show up as edge TIR at speed) to the numbers you can specify—and the checks you can repeat. Engineering Note: For knife-level specifications, […]
Einseitige, zweiseitige und kombinierte Fasen für Kreismesser: Ein steifigkeitsorientierter Auswahl- und Einrichtungsleitfaden
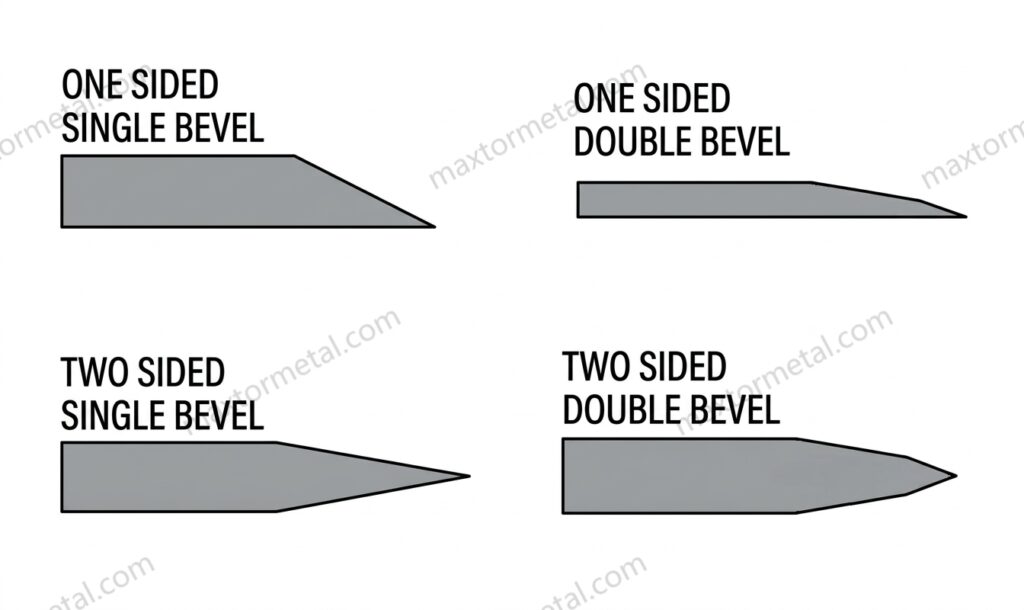
How to use this guide (scope & assumptions): The ranges and troubleshooting steps below are practical starting points for circular slitter knives in typical converting lines. Actual optimum settings depend on your machine design (holder stiffness, runout, spacer stack), web support, and substrate variability—always validate with a controlled trial and change one variable at a time. Engineering […]
Optimierung von Überlappungstiefe und Seitenspiel bei Kreismessern: Mechanik, DOE und Pareto-Kompromisse für Kantenqualität und Messerstandzeit
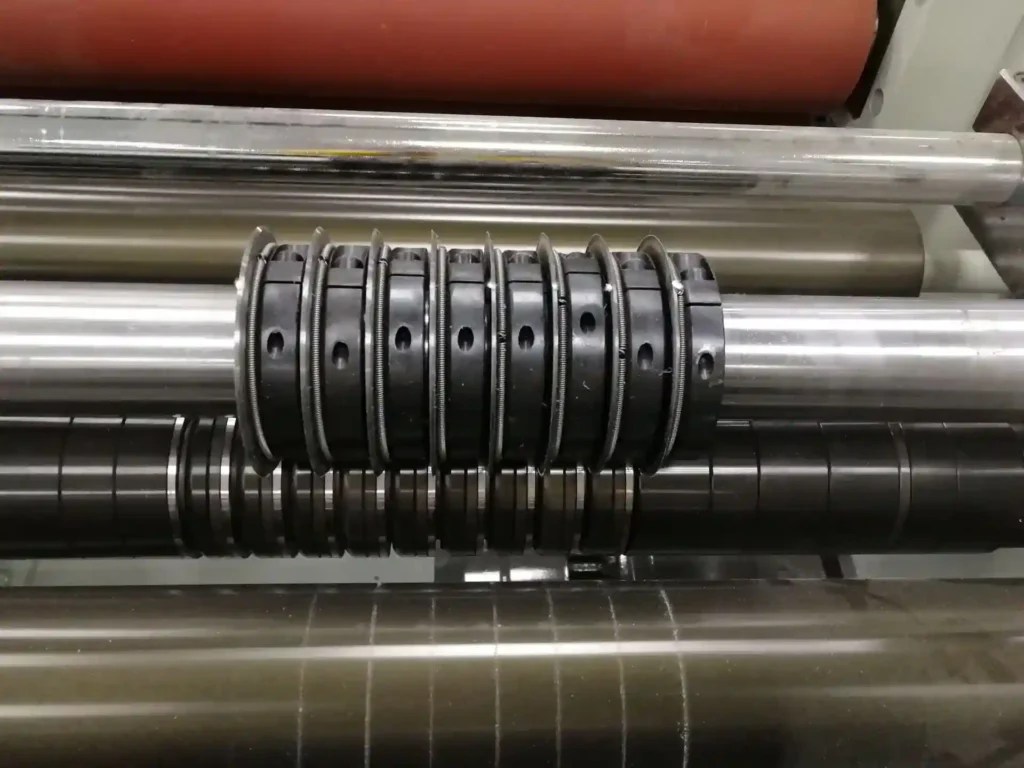
Published: 2026-05-28 | Last updated: 2026-05-28 If you’re chasing cleaner edges, less dusting, and longer knife life on a slitter/rewinder, Maxtor Metal sees the same pattern again and again: the fastest wins often come from two setup variables you can actually control—overlap depth and side clearance. In shear slitting, overlap depth and side clearance jointly create (or destroy) a […]
Axiallaufabweichung, dynamischer TIR und Schnittkantenqualität: Mechanismen, Messung und Minimierung für Hochgeschwindigkeits-Converting-Anlagen

High-speed slitting is unforgiving: small geometry errors show up as burrs, feathering, and unstable lanes long before they show up on a maintenance checklist. At Maxtor Metal, we see runout problems most often when a line is pushed for higher OEE but the slit edge has to stay clean enough for downstream lamination, printing, or welding. […]