Лучшая сталь для пищевых ножей для нарезки в промышленных пекарнях

Choosing blade steel for food grade slicer blades isn’t a small consumables decision. If you’re comparing bread slicer blade steel options across suppliers, you need a spec that survives real sanitation and real run lengths. On high-throughput lines (600–1200 loaves/hour), blade material drives four outcomes that show up every shift: slice appearance, crumb generation, sanitation effort, and unplanned stops. […]
Обслуживание ножей хлеборезки: продление срока службы на 30%

Published: 2026-04-29 · Last reviewed: 2026-04-29 Food-safety and compliance note: This guide provides general best practices. Always follow your facility’s SSOP/HACCP programs and the slicer OEM’s model-specific instructions (including disassembly, tension/torque ranges, approved lubricants, and sanitation chemicals). If there is any conflict, the OEM manual and your validated food-safety plan take precedence. Document any changes as […]
Сравнение лезвий Scallop, V-Tooth и ABT: какой профиль режет лучше?

Edge geometry isn’t a cosmetic choice. In high-volume slicing, the edge shape determines how the blade enters the crust, how it shears the crumb, and how stable it stays at speed. That’s why the same slicer can look “mysteriously inconsistent” across SKUs—even when the blade material and thickness never change. Put simply: you’re tuning bread slicer blade […]
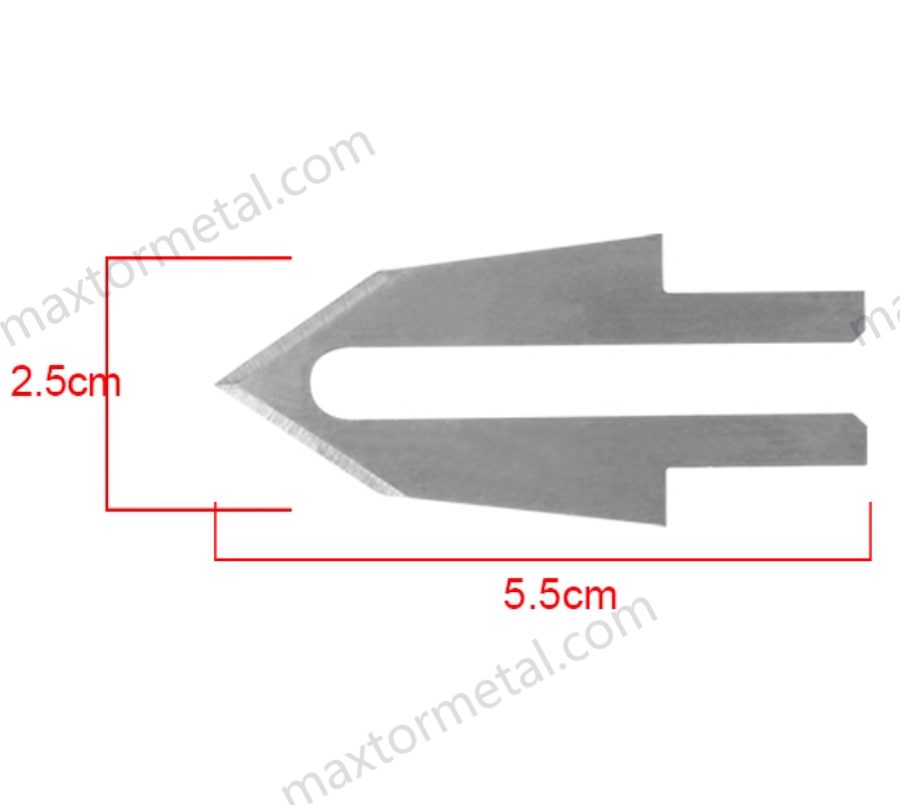
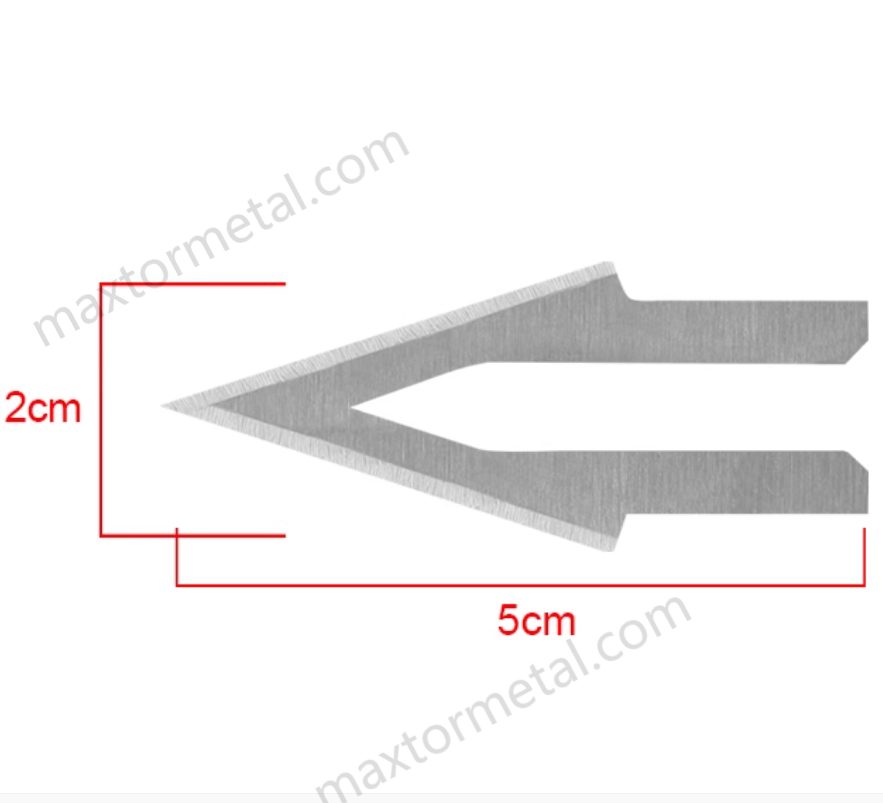
Замена ножей хлеборезки на проверенные альтернативы OEM

Safety note & accountability: This guide provides general maintenance guidance for industrial bread slicers. Always follow your machine’s OEM service manual, your facility’s lockout/tagout (LOTO) program, and applicable local regulations. If any step conflicts with OEM documentation, OEM requirements take priority. Technical review: Reviewed for safety emphasis and procedural clarity by MAXTOR METAL’s technical team (LOTO and […]
Почему хлеборезка рвет хлеб и как это исправить
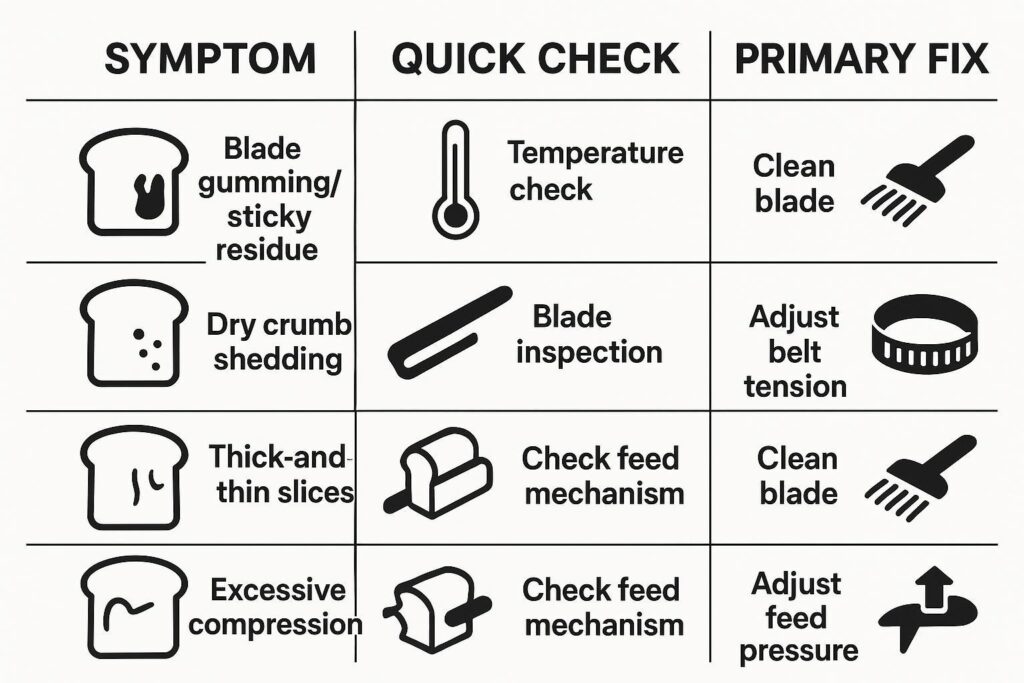
If bread slicer tearing bread is spiking waste, this guide gives fast, verifiable fixes. You’ll get temperature windows, mechanical checks, and line-control steps you can audit today. Targets 600–1200 loaves/hour lines with pan bread, crusty loaves, and buns. Safety & SOP note: Always follow your slicer OEM manual and your facility’s food safety program. Before inspecting, […]
Выбор подходящей промышленной системы термоножей для скорости и качества
Industrial hot knife cutting looks simple until you scale it. At production volume, the power class you pick determines whether you get a square, sealed edge at line speed—or a constant cycle of slowdown, bead buildup, smoke complaints, and changeovers. This guide focuses on two common brackets—100W hot knife systems and 400W hot knife systems—and shows how to […]
Прецизионные термоинструменты для удаления литников: без обугливания

If you’re seeing black marks at the gate, inconsistent vestige height, or cosmetic haze after trimming, degating isn’t a “finishing detail” — it’s a yield, quality, and takt-time problem. Thermocutter (hot-knife) plastic degating tools can solve it, but only when temperature, dwell, and technique are tuned to the polymer and the gate geometry. This guide […]
Сравнение материалов термоножей для строп и пеноматериалов: нихром против нержавеющей стали
Introduction If you run thermal cutting for webbing, labels, edge-banding, or foam, material choice quietly sets your ceiling on warm-up time, temperature drift, and how often you stop the line to clean or change parts. This is a practical comparison aimed at decisions you can defend: faster time-to-ready, more stable cuts through the shift, and […]
Как чистить лезвия термоножей, не повреждая режущую кромку

Hot knife blades work in the messy intersection of heat, polymers, and production pressure. When residue builds up, you don’t just get a dirty blade—you get unstable cut quality, more scrap, longer changeovers, and higher total cost of ownership (TCO) through unplanned downtime and premature regrinds. In practice, “clean hot knife blades” means removing carbonized […]
Руководство по выбору форм лезвий для терморезака. Уменьшение расслоения и пригорания.
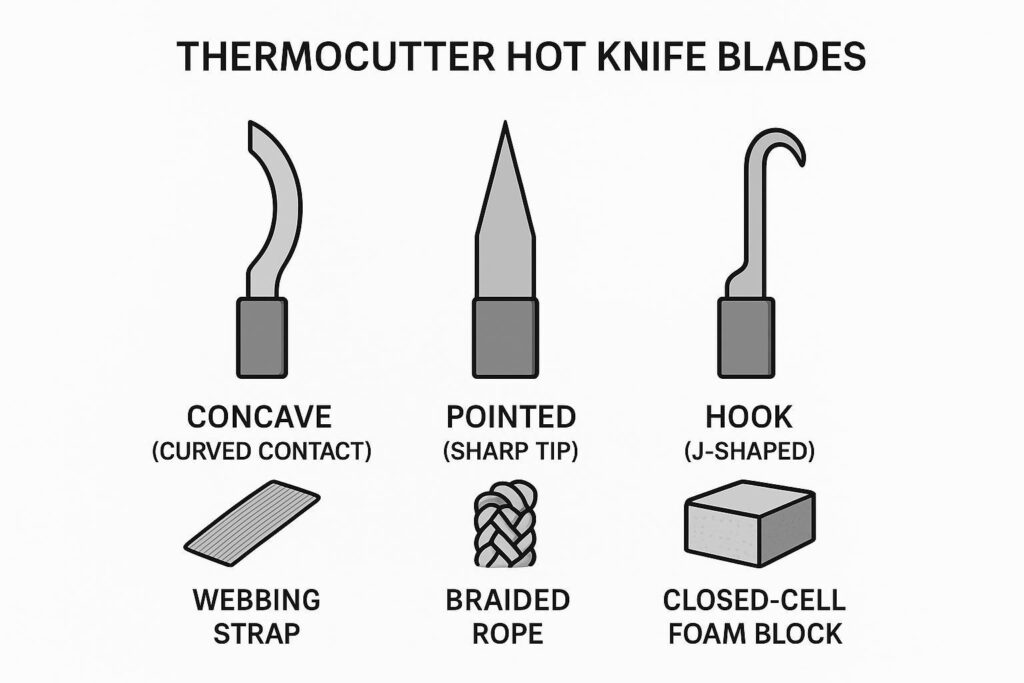
Choosing the right thermocutter (hot knife) blade shape is one of the fastest ways to reduce three problems that drive rework and complaints: frayed edges, browned/blackened cut lines, and over-melt that distorts dimensions. In this guide you’ll learn: Safety note (read first): This guide provides general process guidance for cutting thermoplastics with heated blades. Always validate […]