Thép tốt nhất cho lưỡi dao cắt thực phẩm trong các tiệm bánh thương mại

Choosing blade steel for food grade slicer blades isn’t a small consumables decision. If you’re comparing bread slicer blade steel options across suppliers, you need a spec that survives real sanitation and real run lengths. On high-throughput lines (600–1200 loaves/hour), blade material drives four outcomes that show up every shift: slice appearance, crumb generation, sanitation effort, and unplanned stops. […]
Bảo trì lưỡi dao máy cắt bánh mì để kéo dài tuổi thọ 30%

Published: 2026-04-29 · Last reviewed: 2026-04-29 Food-safety and compliance note: This guide provides general best practices. Always follow your facility’s SSOP/HACCP programs and the slicer OEM’s model-specific instructions (including disassembly, tension/torque ranges, approved lubricants, and sanitation chemicals). If there is any conflict, the OEM manual and your validated food-safety plan take precedence. Document any changes as […]
So sánh lưỡi dao Scallop vs. V-Tooth vs. ABT: Kiểu cạnh nào cắt tốt nhất?

Edge geometry isn’t a cosmetic choice. In high-volume slicing, the edge shape determines how the blade enters the crust, how it shears the crumb, and how stable it stays at speed. That’s why the same slicer can look “mysteriously inconsistent” across SKUs—even when the blade material and thickness never change. Put simply: you’re tuning bread slicer blade […]
Thay thế lưỡi dao máy cắt bánh mì với các lựa chọn thay thế OEM đã được kiểm chứng

Safety note & accountability: This guide provides general maintenance guidance for industrial bread slicers. Always follow your machine’s OEM service manual, your facility’s lockout/tagout (LOTO) program, and applicable local regulations. If any step conflicts with OEM documentation, OEM requirements take priority. Technical review: Reviewed for safety emphasis and procedural clarity by MAXTOR METAL’s technical team (LOTO and […]
Tại sao máy cắt bánh mì bị rách bánh và cách khắc phục
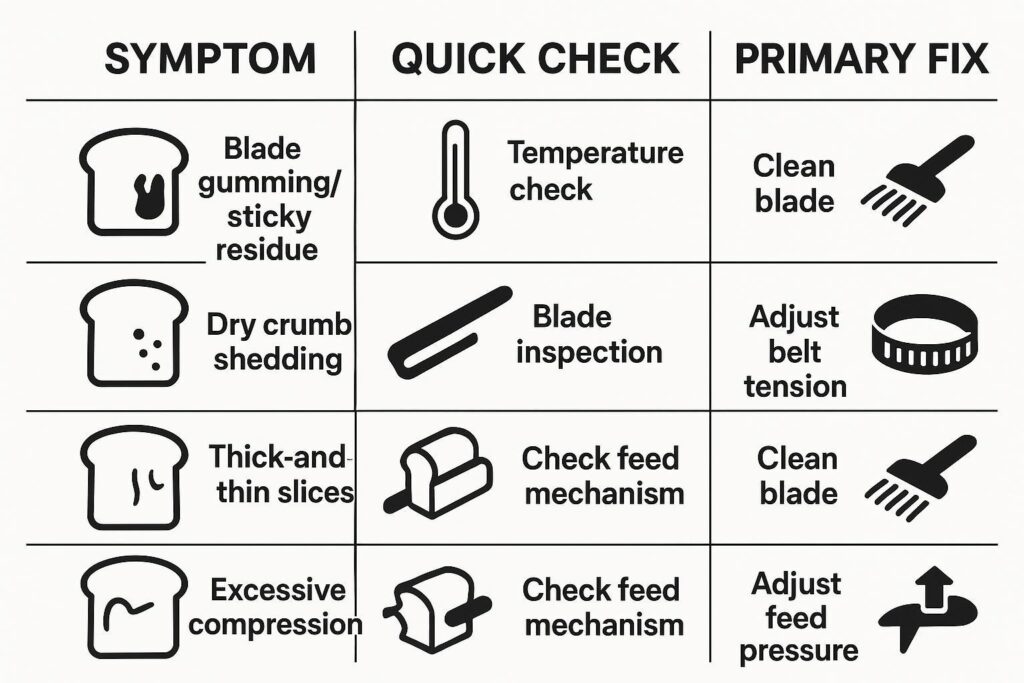
If bread slicer tearing bread is spiking waste, this guide gives fast, verifiable fixes. You’ll get temperature windows, mechanical checks, and line-control steps you can audit today. Targets 600–1200 loaves/hour lines with pan bread, crusty loaves, and buns. Safety & SOP note: Always follow your slicer OEM manual and your facility’s food safety program. Before inspecting, […]
Chọn hệ thống dao nhiệt công nghiệp phù hợp cho tốc độ và chất lượng
Cắt bằng dao nhiệt công nghiệp trông có vẻ đơn giản cho đến khi bạn mở rộng quy mô. Ở khối lượng sản xuất lớn, công suất bạn chọn sẽ quyết định liệu bạn có đạt được đường cắt vuông vức, kín khít ở tốc độ dây chuyền hay một chu kỳ liên tục chậm lại, tích tụ mối hàn, khói và thay đổi máy. Hướng dẫn này tập trung vào hai mức công suất phổ biến—hệ thống dao nhiệt 100W và hệ thống dao nhiệt 400W—và chỉ ra cách […]
Dụng cụ nhiệt cắt cổng phun nhựa chính xác: Không để lại vết cháy

Nếu bạn thấy các vết đen ở cổng in, chiều cao phần thừa không đồng đều hoặc hiện tượng mờ đục sau khi cắt, thì việc loại bỏ cổng in không phải là “chi tiết hoàn thiện” — mà là vấn đề về năng suất, chất lượng và thời gian chu kỳ sản xuất. Các dụng cụ loại bỏ cổng in bằng dao nhiệt (thermocutive) có thể giải quyết vấn đề này, nhưng chỉ khi nhiệt độ, thời gian giữ nhiệt và kỹ thuật được điều chỉnh phù hợp với loại polymer và hình dạng cổng in. Hướng dẫn này […]
So sánh chất liệu lưỡi dao nhiệt cho dây đai và xốp: NiCr hay Thép không gỉ
Giới thiệu Nếu bạn sử dụng máy cắt nhiệt cho dây đai, nhãn, dải viền hoặc xốp, việc lựa chọn vật liệu sẽ âm thầm quyết định thời gian làm nóng máy, sự thay đổi nhiệt độ và tần suất bạn phải dừng dây chuyền để vệ sinh hoặc thay thế linh kiện. Đây là một so sánh thực tế nhằm giúp bạn đưa ra những quyết định có thể bảo vệ được: thời gian hoàn thành nhanh hơn, đường cắt ổn định hơn trong suốt ca làm việc và […]
Cách vệ sinh lưỡi dao nhiệt mà không làm hỏng cạnh sắc

Lưỡi dao cắt nóng hoạt động trong môi trường phức tạp với sự giao thoa giữa nhiệt độ, polyme và áp suất sản xuất. Khi cặn bẩn tích tụ, bạn không chỉ có được lưỡi dao bẩn mà còn dẫn đến chất lượng cắt không ổn định, nhiều phế phẩm hơn, thời gian thay thế lâu hơn và tổng chi phí sở hữu (TCO) cao hơn do thời gian ngừng hoạt động ngoài kế hoạch và mài lại sớm. Trên thực tế, “lưỡi dao cắt nóng sạch” có nghĩa là loại bỏ cặn cacbon hóa […]
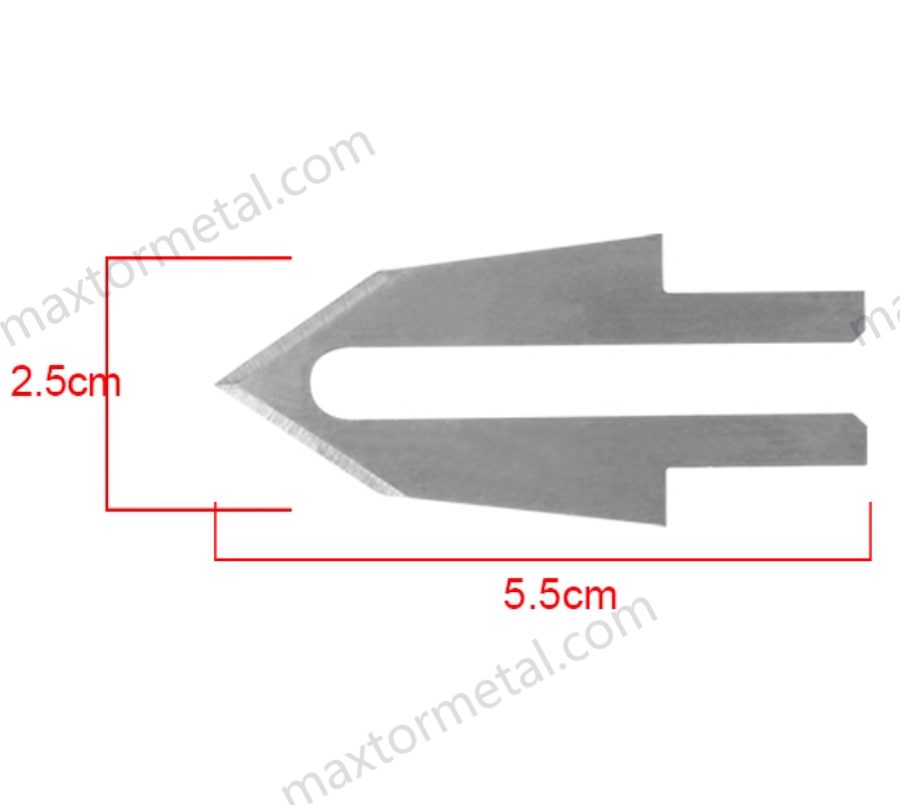
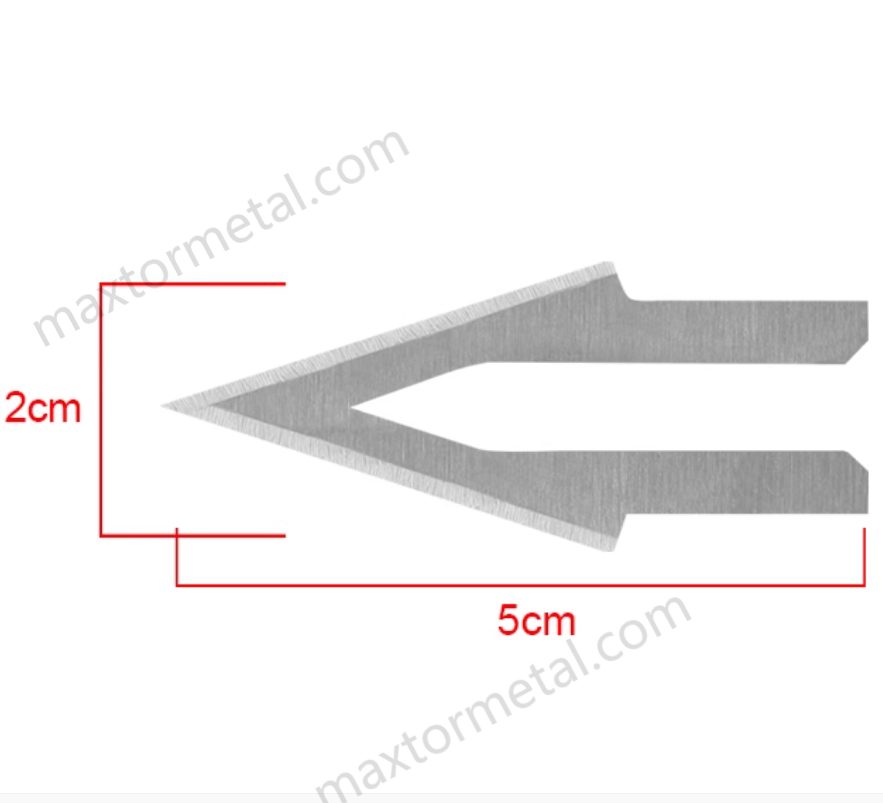
Hướng dẫn lựa chọn hình dạng lưỡi dao máy cắt nhiệt: Giảm hiện tượng sờn và cháy.
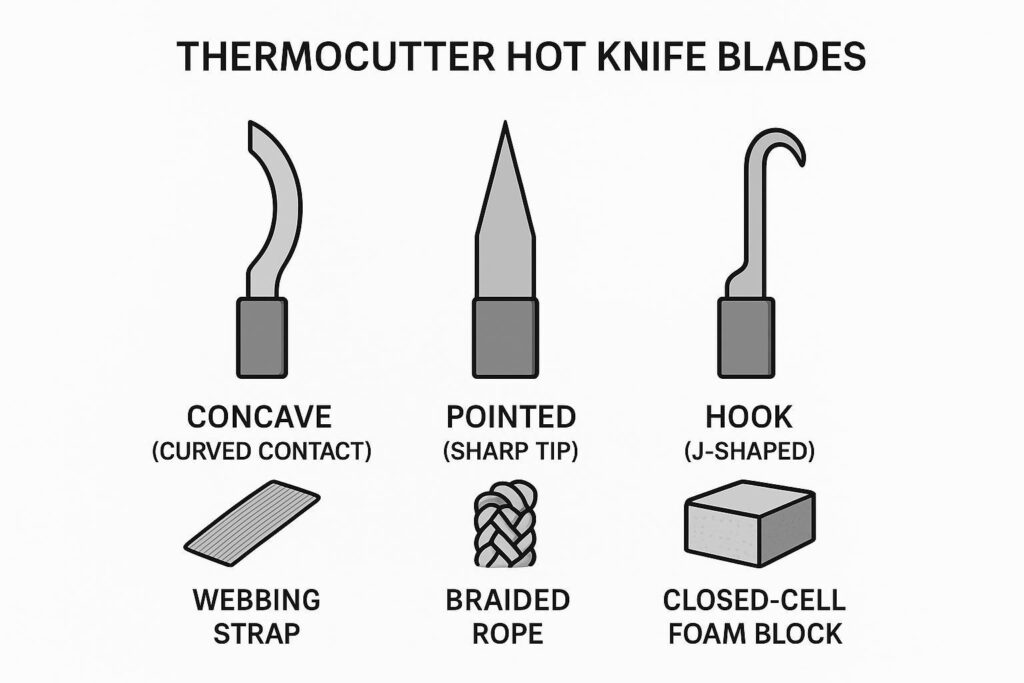
Chọn hình dạng lưỡi dao cắt nhiệt (dao nóng) phù hợp là một trong những cách nhanh nhất để giảm thiểu ba vấn đề gây ra việc làm lại và khiếu nại: cạnh bị sờn, đường cắt bị ố vàng/đen và nhựa nóng chảy quá mức làm biến dạng kích thước. Trong hướng dẫn này, bạn sẽ tìm hiểu: Lưu ý an toàn (đọc trước): Hướng dẫn này cung cấp hướng dẫn quy trình chung để cắt nhựa nhiệt dẻo bằng lưỡi dao được nung nóng. Luôn luôn kiểm tra […]