Lecture du CPT de l'acier pour outils pour couteaux pour feuillards : Une checklist AQ pratique pour la chimie, la dureté et la traçabilité

Quick Answer: To read a tool steel MTC for strip blades, start at the header — confirm EN 10204 3.1 certificate type, supplier identity, steel grade, and heat number. Then cross-check the chemistry table against your PO/spec (using ASTM A681 or ISO 4957 as the reference standard). Verify hardness uniformity with a 9-point map (head/mid/tail […]
Collage des couteaux de granulation sous eau TPU : choix des revêtements DLC vs PTFE et fenêtres d'utilisation.

Quick answer: Knife gumming in TPU underwater pelletizing is a system problem, not just a coating problem. The fastest fix is to address the mechanism first (restore cutting-plane stability and quench consistency), then select coatings: DLC on cutting-edge faces for hardness and low friction, PTFE on low-wear non-edge faces for adhesion reduction. Running DLC without fixing […]
Couteaux de cisaillement à insert carbure de tungstène pour lignes AHSS : Modèle ROI, protocole de rectification et tests pilotes.

Quick Answer: Tungsten carbide inlaid shear blades typically deliver 2–3.5× the edge life of D2 blades on AHSS lines, with ROI driven primarily by fewer changeover events and reduced edge-instability scrap—not blade price alone. Clearance control and consistent regrind geometry restoration are the two variables that most determine whether that life multiplier holds in production. […]
Entretoises de refendage de précision et anneaux en caoutchouc : Rigidité de l'empilage, contrôle du jeu et du TIR

What readers will gain: tolerances, setup, verification, and ROI logging: concrete specs to ask for, checks to run before you clamp, and what to track so “better tooling” turns into measurable uptime. High-speed coil slitting doesn’t usually fail because the knives are “bad.” It fails because the clearance you thought you had is not the clearance the […]
Risques de broyage des batteries lithium-ion : Contrôles de cisaillement à basse vitesse, conception d'atmosphère inerte et traitement du HF
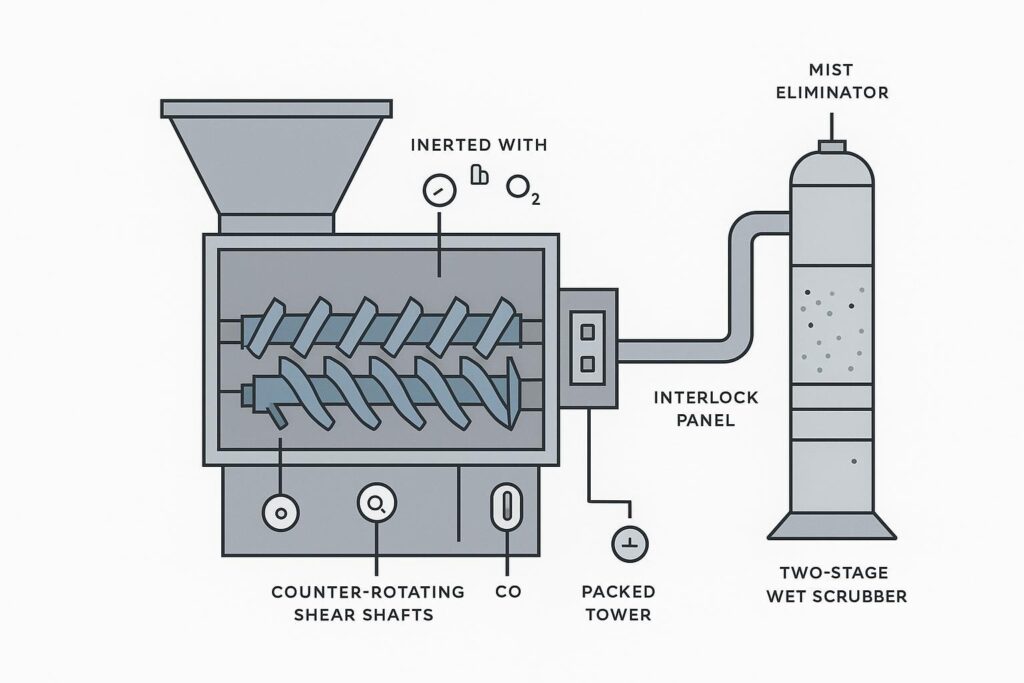
Lithium-ion battery (LIB) size reduction is one of those operations where the “mechanical” and “chemical” worlds collide in the worst way: high stored electrical energy, flammable electrolyte vapors, conductive dust, and corrosive off-gases. This guide focuses on a safety-by-design approach that many facilities are converging on: low-speed, counter-rotating shear in a controlled atmosphere (often inerted, sometimes submerged), […]
Guide de Sélection des Revêtements DLC vs PTFE pour Lames de Refendage : Usure vs Transfert de Matière

Slitting performance rarely fails for a single reason. It fails at the interfaces: blade-to-web friction, adhesive transfer, edge micro-chipping, and the heat that builds when any of those drift out of control. This guide is written for process engineers, maintenance teams, and technical buyers selecting or qualifying coated circular slitting knives for film, foil, paper, […]
Gains de TRS et de rentabilité liés à la réduction de la fréquence de changement de bobine : modèle de disponibilité, exemples concrets et données pilotes

Quick Answer: Reducing coil change frequency improves OEE primarily by cutting planned downtime—a direct hit to Availability. Secondary gains appear in Performance (fewer ramp-up periods after restarts) and Quality (fewer splice-related defect windows). The effect is quantifiable with four inputs: strip consumption rate, coil length, changeover time per stop, and scrap generated per change. In a […]
Nuance, conception et contrôle des inserts en carbure de tungstène pour la productivité des granulateurs sous eau

Quick answer: Stable die-face cutting on underwater pelletizer lines depends on four variables working together: carbide grade (HRA 88–92 for most WC–Co inserts), edge geometry (controlled radius, not just “sharp”), contact pressure management (engage → trim, not pressure-chase), and water-loop stability (40–60°C, filtered, degassed). Changing inserts without addressing die-face condition or cutter-head balance is the most […]
Planning de Rotation et Critères de Réaffûtage des Lames Réversibles à 4 Côtés : SOP basée sur les mesures pour Cisailles Guillotines

If you run a guillotine shear on mixed carbon steel, stainless, and high-strength grades, you already know the failure pattern: burrs creep up, operators “chase” the gap, and downtime turns reactive. This article defines a measurement-based protocol for 4-edge reversible blades—when to rotate, when to regrind, and what to log so the process is third-party […]
ROI des couteaux circulaires de refendage (slitter) : Modèle de TCO et analyse de la durée de vie du tranchant du PM-HSS vs acier à outils

Rotary slitter knives look like a small line item until you model what they touch: changeovers, scrap, burr rework, and whether your line can hold tolerance across an entire coil. This guide is written for process, equipment, production, and purchasing leaders at coil slitting operations who need a defensible way to compare options, especially when […]