Lettura del MTC dell'acciaio per utensili per lame per nastri: Una check-list QA pratica per chimica, durezza e tracciabilità

Quick Answer: To read a tool steel MTC for strip blades, start at the header — confirm EN 10204 3.1 certificate type, supplier identity, steel grade, and heat number. Then cross-check the chemistry table against your PO/spec (using ASTM A681 or ISO 4957 as the reference standard). Verify hardness uniformity with a 9-point map (head/mid/tail […]
Incollamento delle lame nella granulazione subacquea di TPU: selezione del rivestimento DLC vs PTFE e finestre operative.

Risposta rapida: L'incrostazione della lama nella pellettizzazione subacquea del TPU è un problema di sistema, non solo un problema di rivestimento. La soluzione più rapida è intervenire prima sul meccanismo (ripristinare la stabilità del piano di taglio e la consistenza del raffreddamento), quindi selezionare i rivestimenti: DLC sulle superfici del tagliente per durezza e basso attrito, PTFE sulle superfici non taglienti a bassa usura per ridurre l'adesione. L'utilizzo del DLC senza risolvere il problema […]
Cuchillas de cizallado con inserto de carburo de tungsteno para líneas AHSS: Modelo de ROI, protocolo de reafilado y referencias de prueba.

Risposta rapida: Le lame da taglio con inserti in carburo di tungsteno offrono in genere una durata del tagliente da 2 a 3,5 volte superiore rispetto alle lame in acciaio D2 sulle linee AHSS, con un ritorno sull'investimento (ROI) determinato principalmente da un minor numero di cambi di formato e da una riduzione degli scarti dovuti all'instabilità del tagliente, e non solo dal prezzo della lama. Il controllo del gioco e il ripristino costante della geometria di riaffilatura sono le due variabili che maggiormente influenzano la validità di questo moltiplicatore di durata in produzione. […]
Distanziali di precisione per taglio e anelli in gomma: Rigidità del pacco lame, controllo del gioco e del TIR

What readers will gain: tolerances, setup, verification, and ROI logging: concrete specs to ask for, checks to run before you clamp, and what to track so “better tooling” turns into measurable uptime. High-speed coil slitting doesn’t usually fail because the knives are “bad.” It fails because the clearance you thought you had is not the clearance the […]
Rischi nella triturazione delle batterie agli ioni di litio: Controllo del taglio a bassa velocità, progettazione dell'atmosfera inerte e trattamento dell'HF
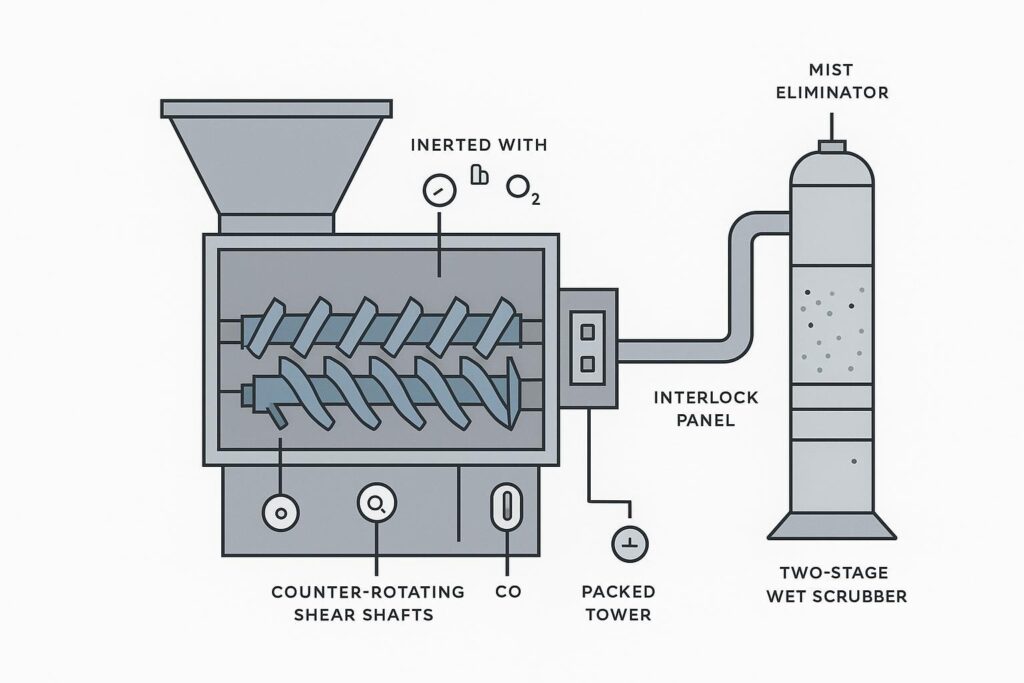
La riduzione delle dimensioni delle batterie agli ioni di litio (LIB) è una di quelle operazioni in cui il mondo "meccanico" e quello "chimico" si scontrano nel peggiore dei modi: elevata energia elettrica immagazzinata, vapori di elettrolita infiammabili, polveri conduttive e gas di scarico corrosivi. Questa guida si concentra su un approccio di sicurezza fin dalla progettazione, verso il quale molti impianti stanno convergendo: taglio controrotante a bassa velocità in atmosfera controllata (spesso inertizzata, a volte sommersa), […]
Guida alla Scelta dei Rivestimenti DLC vs PTFE per Lame Circolari e Taglierine: Limiti di Usura vs Trasferimento

Le prestazioni di taglio raramente falliscono per un singolo motivo. Il fallimento si verifica nelle interfacce: attrito tra lama e nastro, trasferimento di adesivo, micro-scheggiature dei bordi e il calore che si genera quando uno qualsiasi di questi fattori sfugge al controllo. Questa guida è pensata per ingegneri di processo, team di manutenzione e acquirenti tecnici che selezionano o qualificano lame circolari rivestite per il taglio di film, fogli, carta, […]
Guadagni di OEE e profitto dalla riduzione della frequenza di cambio bobina: modello di disponibilità, esempi pratici e dati pilota

Quick Answer: Reducing coil change frequency improves OEE primarily by cutting planned downtime—a direct hit to Availability. Secondary gains appear in Performance (fewer ramp-up periods after restarts) and Quality (fewer splice-related defect windows). The effect is quantifiable with four inputs: strip consumption rate, coil length, changeover time per stop, and scrap generated per change. In a […]
Grado, design e controllo degli inserti in carburo di tungsteno per l'uptime del pellettizzatore sommerso

Risposta rapida: Il taglio stabile della superficie di taglio nelle linee di pellettizzazione subacquea dipende da quattro variabili che lavorano insieme: grado del carburo (HRA 88–92 per la maggior parte degli inserti WC–Co), geometria del tagliente (raggio controllato, non solo "affilato"), gestione della pressione di contatto (innesto → rifinitura, non pressione-inseguimento) e stabilità del circuito dell'acqua (40–60 °C, filtrata, degassata). Cambiare gli inserti senza intervenire sulle condizioni della superficie di taglio o sul bilanciamento della testa di taglio è la cosa più […]
Programma di Rotazione e Criteri di Riaffilatura delle Lame Reversibili a 4 Taglienti: SOP basata su misurazioni per Cesoie a Ghigliottina

Se utilizzate una cesoia a ghigliottina su acciaio al carbonio, acciaio inossidabile e leghe ad alta resistenza, conoscete già il tipico schema di guasto: le bave si formano, gli operatori cercano di colmare il divario e i tempi di inattività diventano reattivi. Questo articolo definisce un protocollo basato sulla misurazione per le lame reversibili a 4 taglienti: quando ruotarle, quando riaffilarle e cosa registrare affinché il processo sia tracciabile da terzi […]
ROI dei coltelli circolari per la cesoia a rulli (slitter): Modello TCO e analisi della durata del tagliente di PM-HSS vs. acciaio per utensili

Le lame delle taglierine rotative sembrano una voce di spesa secondaria finché non si considera l'impatto che hanno: cambi di formato, scarti, rilavorazione delle bave e la capacità della linea di mantenere le tolleranze su un'intera bobina. Questa guida è pensata per i responsabili di processo, attrezzature, produzione e acquisti delle aziende di taglio di bobine che necessitano di un metodo affidabile per confrontare le diverse opzioni, soprattutto quando […]